17. November 2025
Neu in Version 3.1.0 von Verifier.EXE (09. September 2025) Verbesserungen: Klarere Formulierung der Schaltflächen und Statusmeldungen im Reader-Info-Fenster, so dass wir <Shift>+Suche nur dann empfehlen, wenn […]
Hinweis! beim REA VERICUBE wird immer auch eine Weiss-Abgleich-Karte benötigt. Bitte immer gleich zusammen mit der Kalibrierkarte mit bestellen.
Hinweis! beim REA VERICUBE wird immer auch eine Weiss-Abgleich-Karte benötigt. Bitte immer gleich mit angeben.
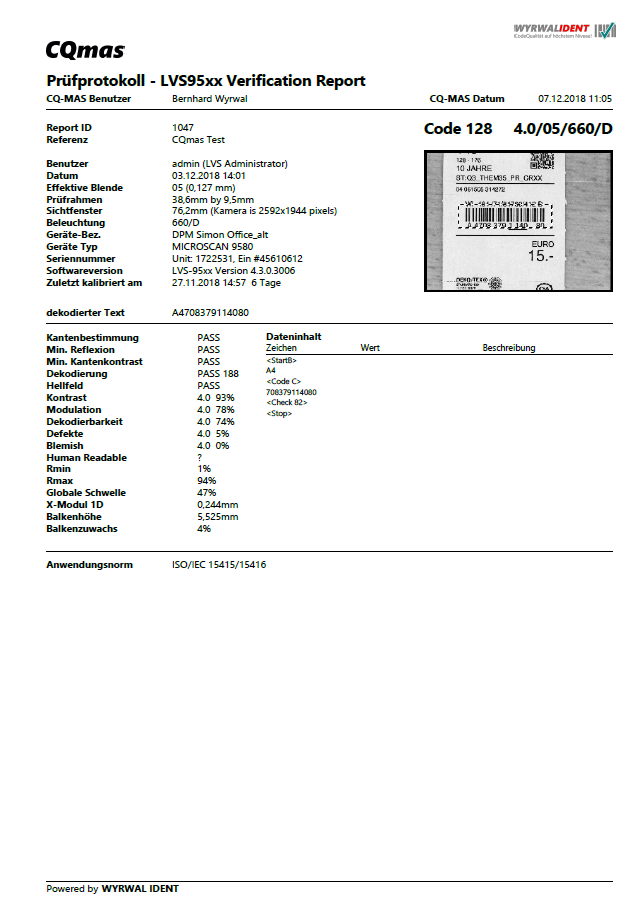
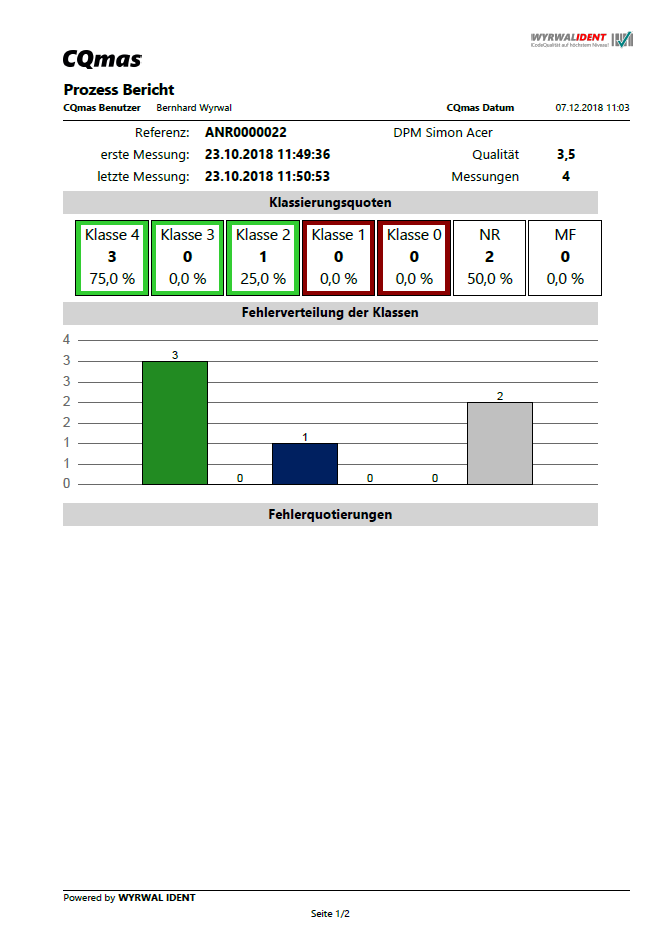
Ist das Prüfen der Codequalität nach Norm. Das geschieht mit einem zertifizierten Codemessgerät. Bei diesem Verfahren wird ein einzelner Code geprüft am Ende steht ein Messprotokoll als Dokumentation.
Bedeutet in der Regel größere Mengen an Codes auf Qualität zu prüfen. Dies geschieht allerdings nur in Anlehnung zur Norm. Diese Geräte erfüllen nicht die strengen Kriterien der Norm. Validieren kann als Trendanalyse oder „bewertetes Lesen“ angesehen werden. Die dazu dient, eine 100% Kontrolle zu haben. Beim Validieren entstehen Messdaten von gesamten Auftragsvolumen. Die 100% Kontrolle ist ein guter Indikator zur Auftragsüberwachung um Qualitäts-Schwankungen zu analysieren.
![]()




Bevor ein Produkt in Serie geht sollte bereits geprüft worden sein, ob sich ein normgerechter Code platzieren lässt. Denn spätere Änderungen am fertigen Produkt sind meistens mit Zusatzkosten verbunden.
Wir haben Erfahrungen mit den verschiedensten Material-Kombinationen. Und beraten unsere Kunden zum Thema Materialeigenschaften und CodeQualität.
Unsere Sachverständigen erstellen Empfehlungen und testen Ihre Prototypen oder Korrekturabzüge.
Ganz gleich ob Sie im Siebdruck, Flexodruck, Thermodruck, Thermotransferdruck, Inkjetdruck oder DirectPartMarking (DPM Cat 0, 1 ,2) drucken. Sie erhalten bei uns wichtiges Know – How zu Ihrem Druckverfahren in Bezug auf die bestmögliche CodeQualität.
Ein gutes Produkt zeichnet sich nicht zuletzt durch einen normgerechten Barcode aus.
Ihr WYRWAL IDENT Team!

UN/EDIFACT (United Nations Electronic Data Interchange for Administration, Commerce and Transport) ist ein branchenübergreifender internationaler Standard für das Format elektronischer Daten im Geschäftsverkehr. EDIFACT ist einer von mehreren internationalen EDI-Standards. Verantwortlich für den EDIFACT-Standard ist eine UN-Einrichtung namens CEFACT, die der UNECE angegliedert ist.
Die verschiedenen EDIFACT-Versionen werden Verzeichnisse genannt.
Diese EDIFACT-Verzeichnisse werden zweimal jährlich zum 1. April und 1. Oktober überarbeitet, um neue EDIFACT-Nachrichten aufzunehmen oder bestehende zu aktualisieren. EDIFACT-Verzeichnisse haben Namen wie D.03B
Aufgrund der Komplexität haben sich branchenspezifisch sogenannte Subsets von EDIFACT entwickelt. Diese Subsets sind Teilmengen von EDIFACT und beinhalten nur die für bestimmte Anwendergruppen relevanten Funktionen.
Grundlegendes Standardisierungskonzept von EDIFACT ist, dass es einheitliche Nachrichtentypen gibt, deren englischer Name United Nations Standard Message (UNSM) lautet. In sogenannten Subsets können die Nachrichtentypen branchenspezifisch tiefer in ihren Ausprägungen spezifiziert werden.[1] Nachfolgend eine Auswahl der häufigsten Nachrichtentypen, die alle immer genau einen Kurznamen haben, der aus sechs Großbuchstaben besteht:
Zur Bestätigung/Ablehnung einer Nachricht werden CONTRL und APERAK Meldungen gesendet.
Prüfschritte:
CONTRL – Syntax-Prüfung und Rückmeldung über Ankunft der Meldung (Syntax und Service Report Meldungen für automatische EDI-Verarbeitung, englisch Control)APERAK – Fachliche Fehlermeldungen und Quittierung (Application error and acknowledgement message)CREMUL – Gutschriftsavisierung (multiple credit advice)DELFOR – Lieferabruf (delivery forecast)DELJIT – Feinabruf mit genauen Vorgaben bzgl. Lieferreihenfolge und Zeitvorgaben (delivery Just-in-time)[2]DESADV – Lieferavis (despatch advice message)IFCSUM – Bordero (International Forwarding and/or Transport Message Consolidation Summary)IFTDGN – Gefahrgut-Ankündigung (dangerous goods notification message)IFTMBC – Buchungsbestätigung (transport booking confirmation)IFTMBF – Buchungsauftrag (transport booking request)IFTMBP – Buchungsanfrage (provisional booking message)IFTMIN – Transport-/Speditionsauftrag (instructions of transport)IFTSTA – Statusnachricht zu einer Lieferung (status of transport)IMBNOT – Statusnachricht zu einem Transport in der Gaswirtschaft (status of transport; imbalance notification)INSDES – Dispositionsnachricht (instruction to despatch message)INSRPT – Prüfbericht (inspection report)INVOIC – Rechnung (invoice message)INVRPT – Lagerbestandsbericht (inventory report)MSCONS – Verbrauchszählerwerte (metered services consumption report message)ORDCHG – Änderungsmitteilung einer Bestellung (purchase order change message)ORDERS – Bestellung (purchase order message)ORDRSP – Antwort auf eine Bestellung (purchase order response message)QUOTES – Angebotserstellung (offer production)PAYMUL – Überweisungen im Zahlungsverkehr (multiple payment order)PAYORD – Zahlungsanweisung (payment order message)PRICAT – Preisliste/Katalog (price catalogue message)PRODAT – Produktdaten (product data message)RECADV – Wareneingangsmeldung (receiving advice)REMADV – Zahlungsavise (remittance advice)REQOTE – Angebotsanfrage (request for quote)SLSRPT – Abverkaufsbenachrichtigung (sales report)UTILMD – Stammdaten zu Kunden, Verträgen und Zählpunkten (utilities master data message)Jede Nachricht besteht aus einem Umschlag (englisch envelope), der den Nachrichteninhalt ähnlich wie ein Briefkuvert umhüllt. Dieser Umschlag besteht aus den Segmenten UNB und UNZ. In diesem Umschlag stehen jeweils vereinbarte Codenummern für Absender und Empfänger, sowie Nachrichteninhalt, Zeiten zur Rückverfolgung, sowie Prüfelemente. Eine Nachricht selbst besteht aus Segmenten, Datenelementgruppen und Datenelementen. Im folgenden Beispiel werden diese Begriffe näher erläutert.
Das optionale Segment UNA spielt eine Sonderrolle, da es das Segment- und Elementtrennzeichen sowie das Dezimaltrennzeichen für alle folgenden Daten definiert.
Trennzeichen-Vorgabe UNA Optional (Service String Advice) +----- Übertragungsdatei-Kopfdaten UNB Erforderlich (Interchange Header) | +--- Funktionsgruppe-Kopfdaten UNG Optional (Functional Group Header) | | +- Meldungs-Kopfdaten UNH Erforderlich (Message Header) | | | Daten-Segmente Wie benötigt (User Data Segments) | | +- Meldungsabschluss UNT Erforderlich (Message Trailer) | +--- Funktionsgruppe-Abschluss UNE Optional (Functional Group Trailer) +----- Übertragungsdatei Abschluss UNZ Erforderlich (Interchange Trailer)
UNA
UNB
UNG
UNH
<Datensegmente>
UNT
...
UNH
<Datensegmente>
UNT
UNE
...
UNG
UNH
<Datensegmente>
UNT
...
UNH
<Datensegmente>
UNT
UNE
UNZ
Funktionsgruppen (UNG-UNE) und Meldungen (UNH-UNT) sind wiederholbar. Im UNT wird für Prüfzwecke noch die Anzahl der Segmente der Meldung angegeben (inkl. der UNH-UNT Segmente).
Ein Ausschnitt aus einer EDIFACT-Nachricht könnte so aussehen:
DTM+11:200606200730:203'
Diese ganze Zeile wird als Segment bezeichnet. Die Bedeutung der einzelnen Codes ist folgende:
DTM ist der Segment-Bezeichner (englisch Tag) und ist das Kennzeichen, dass es sich bei den folgenden Daten um Datum/Zeit-Angaben handelt. (DTM steht für Date/Time).[3]11 ist ein Datenelement (kurz: Element). In diesem Beispiel beschreibt ein Qualifier, welche Art von Zeitpunkt gemeint ist. Der Code 11 bedeutet: Versendezeitpunkt (z. B. einer Warenlieferung).200606200730 ist ein weiteres Element. Hier stellt es das Datum in der Schreibweise JJJJMMTThhmm dar.203 ist ebenso ein Element. 203 ist eine Kennung für das Datumsformat. In diesem Beispiel bedeutet 203, dass das Datum im Format JJJJMMTThhmm (das heißt 4 Stellen für das Jahr, 2 für den Monat, 2 für den Tag, es folgt die Uhrzeit mit 2 Stellen für die Stunde und 2 Stellen für die Minuten) angegeben ist.11:200606200730:203 wird Datenelementgruppe (englisch composite elements, kurz: composites) genannt (erkennbar am Trennzeichen Doppelpunkt statt Plus).Ein kompletter UN/EDIFACT Interchange, der hier z. B. eine Bestellung entsprechend dem Standard vom Frühling 1996 enthält, könnte so aussehen:
UNA:+.? ' UNB+UNOC:3+Senderkennung+Empfaengerkennung+060620:0931+1++1234567' UNH+1+ORDERS:D:96A:UN' BGM+220+B10001' DTM+4:20060620:102' NAD+BY+++Bestellername+Strasse+Stadt++23436+xx' LIN+1++Produkt Schrauben:SA' QTY+1:1000' UNS+S' CNT+2:1' UNT+9+1' UNZ+1+1234567'
Hierbei ist zu beachten, dass diese Nachricht ohne Zeilenumbrüche, die in diesem Beispiel zur Lesbarkeit eingefügt wurden, gepackt wird. Ob mit oder ohne Umbruch übermittelt wird, ist dabei zwischen den Partnern zu vereinbaren. Die meisten EDI-Konverter können mit beidem umgehen. In allen UN/EDIFACT Interchanges legt UNA:+.? ' als erstes Advise Segment der Nachricht die Trennzeichen fest. Der Doppelpunkt („:“) wird zum Component Separator, das Pluszeichen („+“) zum Element Separator, der Punkt („.“) wird als Dezimaltrennzeichen festgelegt, das Fragezeichen („?“) zum Release Indicator, das Leerzeichen („ “) bleibt ein Leerzeichen, und das Hochkomma („' “) ist Segment Terminator. Der Release Indicator ist notwendig, damit die Bedeutung eines Separators aufgehoben wird, um beispielsweise ein Pluszeichen in Freitext darzustellen (Escape-Sequenz). Danach folgen dem UNB Interchange Header die einzelnen Nachrichten, welche mit UNH beginnen und mit UNT aufhören. Selten benutzt wird die Möglichkeit, Nachrichten zu gruppieren. Dies geschieht mittels der Segmente UNG und UNE. Ein UNZ-Segment beendet den Interchange, wiederholt dessen Nummer und summiert die Anzahl der Nachrichten, so wie das UNT-Segment die Anzahl der Segmente innerhalb einer Nachricht summiert.
Sender- und Empfängerkennung werden als Global Location Number (GLN) übermittelt. Produkte mit ihrer Global Trade Item Number (GTIN) oder European Article Number (EAN), der dem auf Waren aufgedruckten Strichcode entspricht, übertragen.
EDIFACT ist ein Standard für das Datenformat, nicht für die Übertragung der Daten, das heißt im Prinzip können EDIFACT-Nachrichten über jedes Medium (siehe Publikationsform) ausgetauscht werden, das zur Übertragung elektronischer Daten benutzt werden kann. EDIFACT ist unabhängig vom verwendeten Übertragungsprotokoll.
Ursprünglich war EDIFACT die Domäne der Mehrwertnetze (VAN) oder wurde auf Standleitungen eingesetzt. Es gab Projekte, die EDIFACT-Nachrichten per Diskette oder Magnetband transportierten. EDIFACT wird mittlerweile ebenso über das Internet genutzt, beispielsweise mit Übertragungsprotokollen wie X.400, E-Mail, AS2, MBS/IP, FTP oder OFTP2.
Entweder sind die beteiligten Anwendungsprogramme in der Lage, EDIFACT-Nachrichten zu erzeugen oder zu verarbeiten, oder es wird ein Konverter dazwischengeschaltet, der die Daten entsprechend umwandelt. Wie die Daten konvertiert werden, ist konfigurierbar. Mit einem Editor können sogenannte Mappingtabellen erzeugt werden, die dem Konverter zugeführt werden. Eine Umwandlung von EDIFACT in ein XML-Format und umgekehrt ist möglich. Hier wird zusätzlich eine Steuerung verwendet, die den Kommunikationsprozess von der Partnerverwaltung, der Tabellenverwaltung, dem Logging und der Archivierung vollautomatisch übernimmt. Einige Unternehmen setzen derartige Software vor Ort ein, andere lassen die Konvertierung von Dritten durchführen (EDI-Outsourcing). Es gibt einige open source-Konverter.
UN/EDIFACT ist ein Format, das die ganz überwiegende Mehrheit aller Geschäftspapiere beschreibt. Es ist notwendig, zwischen den Partnern (Trading partner) genaue Vereinbarungen über Dateninhalte zu treffen, die die Kannfelder und Mussfelder in ausgewählten Segmenten festlegt. Häufig werden zudem private Code List Extensions nötig sein, um den realen Geschäftsablauf präzise abzubilden. Aus diesen Code List Extensions entstehen Branchenstandards, die in Subsets standardisiert werden. Für Anwendungsfelder, in denen Branchenstandards fehlen oder Spezialprozesse zum Einsatz kommen, werden diese Vereinbarungen bspw. über eine EDI-Vereinbarung bilateral festgelegt.
aus Wikipedia, der freien Enzyklopädie

Die Standards kommen von GS1 Germany – die GS1 Germany Solution Partner übernehmen die Umsetzung in die Praxis. Auf Basis der GS1 Standards entwickeln erfahrene Dienstleister Passgenaue Anwendungen und Konzepte für Ihre Prozessoptimierung. Mit erprobten Lösungsangeboten leisten diese Partner wertvolle Unterstützung insbesondere für kleine und mittlere Unternehmen bei der Implementierung von IT-Systemen, Prozess-Empfehlungen und Dienstleistungen.
Kunden profitieren von:
Haben Sie weitere Fragen , dann kontaktieren Sie uns unter :

Mit unseren verständlichen Schulungen werden Sie zum CQmanager (Code Qualitäts Manager) ausgebildet. Wir versetzen Sie in die Lage, Kundenanfragen zum Thema Codequalität kompetent, sicher und schnell zu beantworten. WYRWAL IDENT bleibt immer Ihr Ansprechparter, unsere Sachverständigen stehen Ihnen jederzeit mit Rat und Tat zur Seite.
Wir verfügen über langjährige Erfahrung im Bereich der automatischen Identifikationslösungen und bieten neben den Produkten das komplette Dienstleistungsspektrum inklusive Support, Installation und Schulung.
Auf Basis dieser Erfahrung gestalten wir praxisnahe und effiziente Seminare. Auf Wunsch bieten wir auch Vor-Ort-Schulungen und kombinierte Installationen mit Einweisung an.
Als kompetentes Unternehmen brauchen Sie neben perfekt gewartete und gepflegte Prüfgeräte auch das entsprechende Know-how, um Ihre selbstdefinierten Codierungen fach- und normgerecht prüfen zu können. Mit unseren zahlreichen Schulungsangeboten bieten wir hier die Lösung: In unseren Seminaren vermitteln wir Schritt für Schritt fundiertes Wissen von den Grundlagen bis zur Vertiefung für Fortgeschrittene.
Durch die Weiterbildung der Mitarbeiter gelangt so wertvolles Know-how in das eigene Unternehmen, was wiederum dem Betrieb zu Gute kommt. Qualifizierte Mitarbeiter setzen ihr Know-how nicht nur im Arbeitsalltag ein, sondern geben es auch ihren Kollegen weiter. Dadurch haben alle Mitarbeiter Maßgeblich Einfluss auf den Erfolg eines Unternehmens. Je qualifizierter also die Angestellten, desto mehr können sie zum Erfolg und Reputation beitragen und desto konkurrenzfähiger wird ihr Unternehmen.

Für eine unabhängige Meinung. Vermessen wir für unsere Kunden mit unseren hochwertigen Prüfgeräten, alle gängigen Codierungen nach den Prüf-Normen ISO/IEC 15415, 15416 und TR-29158 ( CAT 0, 1 , 2 ). Unsere unabhängigen Sachverständigen erstellen mithilfe des Mess-Reports aussagekräftige Gutachten.

Das Code Qualitäts System wird installiert und in Betrieb genommen. Dabei wird Ihr Systemadministrator mit in den Vorgang involviert. Alle Geräte werden durch uns Erstkalibriert und sind damit sofort einsatzbereit. Nach der Installation gibt es eine Kurzeinweisung. Für eine Schulung stehen wir Ihnen ebenfalls gerne zur Verfügung.
Als leistungsstarkes Unternehmen brauchen Sie ein perfekt gewartetes und gepflegtes Prüfgerät, um jederzeit fachgerechte und normgeprüfte Prüfungen durchführen zu können. Wir bieten hier die Lösung: Schließen Sie dazu die Wartung idealerweise beim Kauf unserer Geräte ab. Damit sind Wartungsarbeiten und Verschleißreparaturen an Ihren Messgeräten durch eine gleichbleibende jährliche Rate ohne Preissteigerungen über die gesamte Vertragslaufzeit abgedeckt.
Eine regelmäßige Wartung verlängert die Lebensdauer der von Ihnen gekauften Geräte. Zudem können wir so die sichere Verwendung garantieren. Daher stellt unser Wartungsservice eine kluge Investition dar, um unnötige Wiederanschaffungskosten oder technische Probleme zu vermeiden. Sie haben immer eine sichere Kalkulationsbasis, minimieren das Risiko unerwarteter Reparaturkosten und haben jederzeit ein optimal gewartetes Messinstrument in der Hand.
Ein Prüfgerät sollte alle 12 Monate rekalibriert werden. Die Kalibrationskarten sind 1-2 Jahre gültig – je nach Angaben des Herstellers.
Die schnelle und komfortable Diagnosetechnik von WYRWAL IDENT ist auf eine effizientere und effektive Fehlersuche und Reparatur ausgelegt. Für den professionellen Service an modernen Messgeräten setzen wir ausschließlich bewährte Prüftechniken ein, sowie Software und Know-how aus eigener Hand.
Unseren kompetenten Reparatur- und Wartungsservice bieten wir bei Ihnen vor Ort und zu den üblichen Geschäftszeiten an.
Wir bieten kompetente Reparatur- und Wartungsdienste auch ohne unsere WYRWAL IDENT Wartungs- und Verschleißaktion an.
Das Prüfmittelmanagement (Prüfmittelverwaltung = PMV) ist ein Bestandteil des Qualitätsmanagements. Es soll sicherstellen, dass die Prüfmittel im Unternehmen zuverlässig und Einsatzbereit bleiben. Das Prüfmittelmanagement ist eine Methode zur Erhöhung der Prozessfähigkeit. Die Norm EN ISO 9001:2008 fordert im Kapitel 7.6 durch die Etablierung eines Prozesses, welcher die Eignung und Funktionsfähigkeit der Prüfmittel sicherstellt.
Die Beweislastumkehr bei der „Haftung der Produzenten“ erfordert es sicherheitsrelevante Punkte eines Produktes geprüft werden müssen. Darüber hinaus muss das Ergebnis dokumentiert werden. Und es ist zusätzlich ein Nachweis zu führen , dass die verwendeten Prüfmittel regelmäßig geprüft wurden.
Der Hersteller steht im Schadensfalle mit einem PMV Nachweis deutlich besser da als ohne diesem.
Validierung – läuft in einem Schritt ab
(Schritt) der Prozess der Beurteilung einer Komponente (in unserem Fall eines 1D,2D oder DPM Codes) während oder am Ende des Entwicklungsprozesses, mit dem Ziel, festzustellen, ob die spezifizierten Anforderungen erfüllt sind. Am Ende erhalten wir einen ausführlichen Bericht über die Code-Qualität der gesamten Produkteinheiten des jeweiligen Prozesses. (IEEE 610.12).
Verifizieren – läuft in 2 Schritten ab:
(1.Schritt) der Prozess der Beurteilung einer Komponente (in unserem Fall eines Codes) mit dem Ziel, festzustellen,
ob die Resultate einer gegebenen Entwicklungsphase den Vorgaben für diese Phase entsprechen. Dies ist bei den
Codeprüfungen die erreichte Qualitätsklasse nach den Normen 15415,15416 und TR29158
(2. Schritt) Der formale Beweis der Korrektheit eines Codes. Mit einem Prüfgerät erhalten wir einen Report mit allen
relevanten Daten. (IEEE 610.12).
Evaluieren ist das Bewerten von Prozessen.
Ein Prozess kann z. B. die Kontrolle der Barcode Qualität in der Produktion eines Auftrags sein.
Dies geschieht durch validieren und verifizieren , und bezieht sich auf mehrere Analysewerte.
Man unterteilt Evaluation in :
(A) Antizipatorische oder prospektive Evaluation
Diese findet vor einer Maßnahme statt. Dies ist der Fall wenn eine Testfahrt gemacht wird, und diese vor
Produktionsbeginn ausgewertet wird.
(B) Formative oder prozessbegleitende Evaluation
Sie wird begleitend zu einer Maßnahme durchgeführt. Die Maßnahme wird in regelmäßigen Abständen
untersucht und Zwischenresultate erhoben. Dies geschieht auch mit dem Ziel, die laufende Maßnahme
anzupassen und zu optimieren. Diese neuen Maßnahmen können wieder evaluiert werden.
(C) Summative Evaluation
Als Summative Evaluation wird eine Ergebnisbewertende Evaluation bezeichnet. Diese wird nach dem
Abschluss einer Maßnahme angewendet. Die Variante ermöglicht, die Wirksamkeit einer
Produktion zusammenfassend zu bewerten. Sie kann sich auf Durchführung, Wirksamkeit und
Effizienz beziehen.

Detailierte Parameteranzeige
Anzeige des Messbildes
Farbliche Kennzeichnung nach Güte-Klasse
Geräteinfo vom Messgerät
Einzel oder Mehrfach Reportdruck möglich
Ausführliche Hilfe zu den Parametern
Datenstrukturanzeige
Gute Übersicht auf Messung
 [/vc_column_text][/vc_column][/vc_row]
[/vc_column_text][/vc_column][/vc_row]

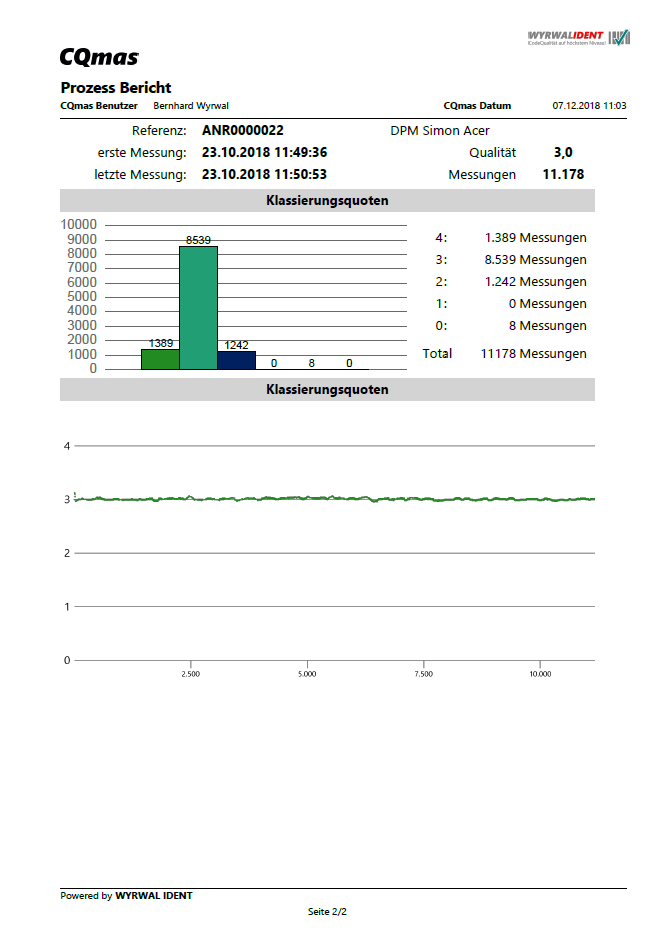

Wie ist der Qualitätsstand
Mit einem Blick die komplette Übersicht
Das Dashboard liefert kumulierte Werte über die Codequalität
Egal ob im Büro oder in der Abteilung man ist immer Informiert
[/vc_column_text][/vc_column][/vc_row]
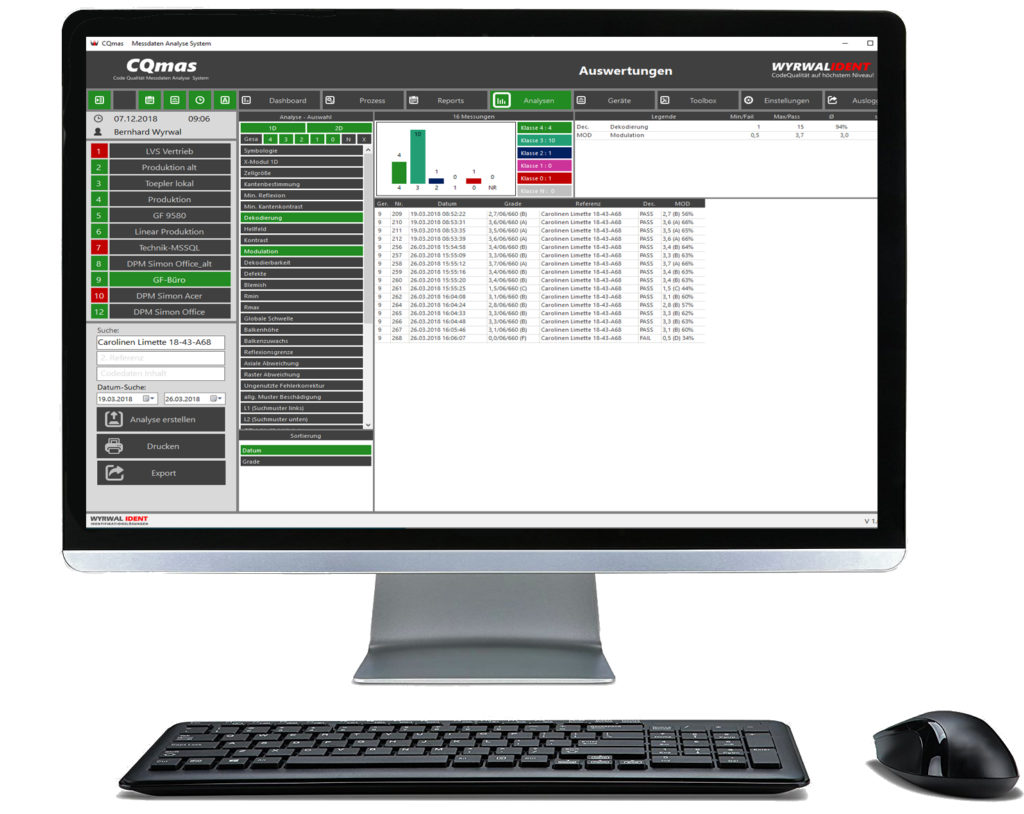
Das Analysetool des CQmas bringt Ihnen die Messdaten direkt aus dem System auf den Schirm. Sie können die Ergebnisse mehrerer Messungen so verwerten wie Sie es benötigen. Die Auswertung können Sie auf verschiedene Weise ausgeben:
| 1 | Die Daten werden direkt auf dem Bildschirm angezeigt. | |
| 2 | Die Daten werden auf dem dem Drucker ausgegeben. | |
| 3 | Die daten werden in einer Datei als Datenexport mit folgenden Formaten ausgegeben: | |
| a | UTF8 (Excel mit BOM) | |
| b | UTF8 (ohne BOM) | |
| c | UNICODE | |
| d | ISO Latin 1 | |
| e | ASCII |
Mit dem Analyse-Werkzeug ersparen Sie sich mühseliges zusammenstellen der Mess-Werte. Sie erhalten einen übersichtlichen Bericht mit Min- und Max-werten, sowie Durchschnittswerten und Angabe der Abweichungen.
Die neuste Software können Sie ausschließlich bei uns direkt erhalten.
Prüfgerät REA PC Scan LD4
unterstützte Normen und Standards
ISO IEC 15416 , ISO/IEC 15426-1
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
Standard ohne Adapter : 133 mm
optional mit 20 mil Adapter : 220 mm
jeweils inkl. Hellfeldzonen.
EAN-13, UPC-A, UPC-E ohne/mit ADD-ON,
EAN-8, 2/5 Interleaved mit/ohne Prüfziffer, ITF-14,
Code 39 mit/ohne Prüfziffer, PZN-Code, Code 32,
Code 128, GS1-128 mit/ohne Inhaltsprüfung,
GS1-Databar (limited, expanded, stacked).
Optionale Codearten: 2/5 3 Bars, 2/5 5 Bars,
2/5 IATA, 2/5 Baggage, 2/5 DHL Express (Frachtpost-
Code), Code 39 Full ASCII, Code 93, MSI, Plessey,
Code 128 UPU, Code 39 UPU, Code 39 HIBC,
Code 128 HIBC, Codabar Monarch (18), LAETUS
Pharmacode, LAETUS Mini Pharma Code, Messprogramm.
Weitere Informationen entnehmen Sie bitte dem Datenblatt.
EAN-13, UPC-A, UPC-E ohne/ mit ADD-ON, EAN-8, 2/5
Interleaved mit/ohne Prüfziffer, ITF-14, Frachtpost, Code 39
mit/ohne Prüfziffer, PZN-Code, Code 32, Code 128, GS1-128
mit/ohne Inhaltsprüfung,
neu: GS1-Databar
Optionale Codearten-Erweiterung: 2/5 3 Bars, 2/5 5 Bars, 2/5
IATA, 2/5 Baggage, 2/5 DHL Express (Frachtpost-Code),
Code39 Full ASCII, Code93, MSI, Plessey, Code 128 UPU, Code
39 UPU, Code 39 HIBC, Code 128 HIBC, Codabar Monarch (18),
LAETUS Pharmacode, LAETUS Mini Pharma Code
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
| Brennweite | Sichtfeld | typische Modulbreite |
kleinste Modulbreite |
Pixelgröße |
| 8 mm |
114 x 76 mm |
0,44 mm |
0,25 mm |
44 μm |
| 12 mm |
80 x 60 mm |
0,31 mm |
0,18 mm |
31 μm |
| 16 mm |
63,5 x 47,5 mm |
0,25 mm |
0,15 mm |
25 μm |
| 25 mm |
37,5 x 27,7 mm |
0,14 mm |
0,09 mm |
14,5 μm |
Vor dem Kauf eines Barcodeprüfgeräts klären welches Sichtfeld benötigt
wird.
Die neuste Software können Sie ausschließlich bei uns direkt erhalten.
Prüfgerät REA VeriCube
unterstützte Normen und Standards
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
DataMatrix, QR-Code, MicroQRCode, Aztec Code,
PDF 417, weitere in Vorbereitung
EAN-13, UPC-A, UPC-E ohne/mit ADD-ON, EAN-8, 2/5 Interleaved, ITF-14,
Frachtpost, Code 39, PZN-Code, Code 32, Code 128, GS1-Databar, GS1-Data-bar Composite
2/5 3 Bars, 2/5 5 Bars, 2/5 IATA, 2/5 Baggage,
2/5 DHL Express (Frachtpost-Code), Code39 Full ASCII, Code93, MSI, Plessey,
Codabar Monarch (18), LAETUS Pharmacode, LAETUS Mini Pharma Code
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
Die neuste Software können Sie ausschließlich bei uns direkt erhalten.
Standard ohne Adapter : 140 mm
optional mit 20 mil Adapter : 175 mm
jeweils inkl. Hellfeldzonen.

info@wyrwal-ident.de
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
1D Codes: Alle gängigen 1-dimensionalen Codearten
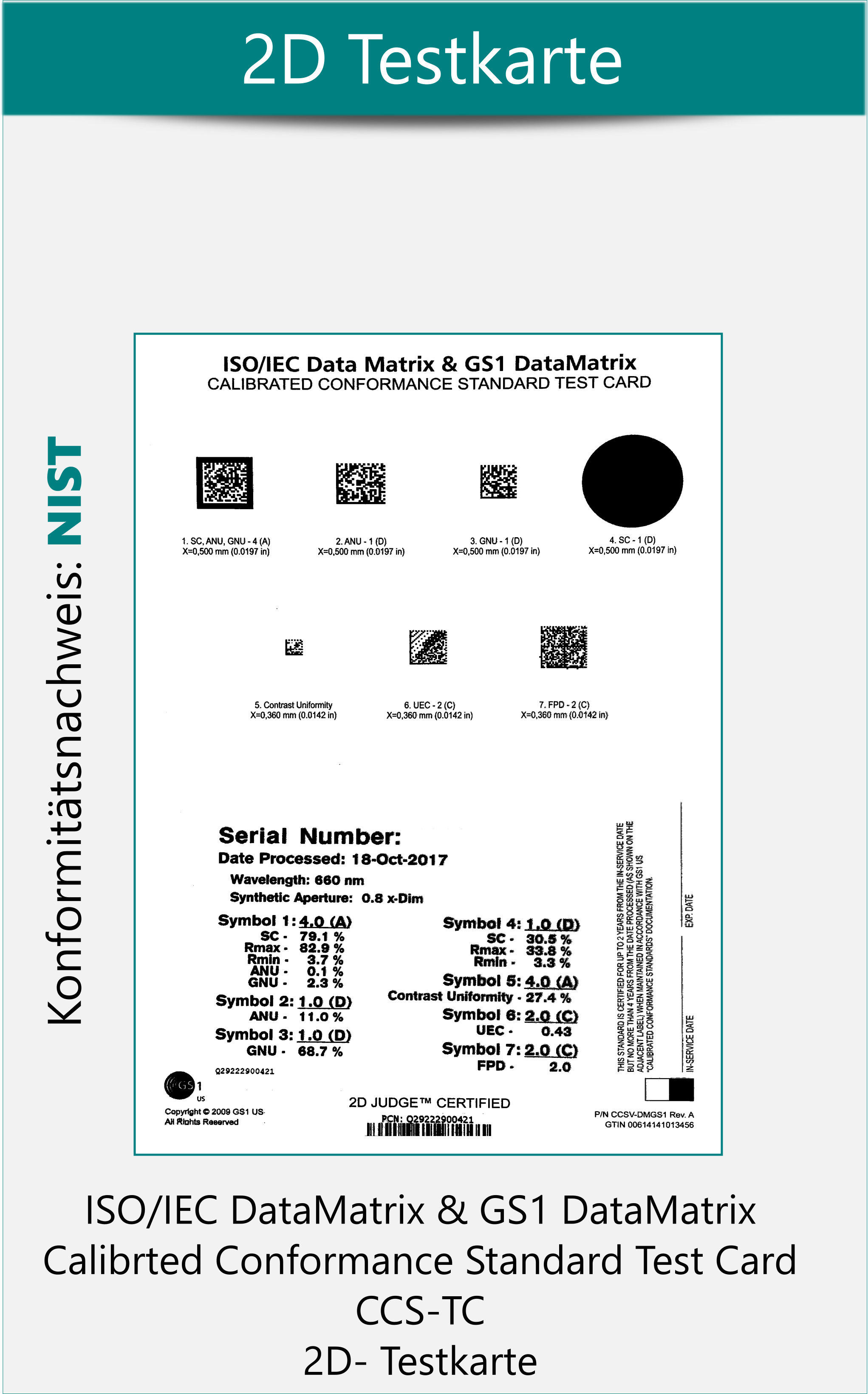
2D Codes: Data Matrix (ECC 0-200), QR Code, Micro QR Code, Aztec Code
1D Codes: Alle gängigen 1-dimensionalen Codearten
2D Codes: Data Matrix
DPM
info@wyrwal-ident.de
Diese Karte ist eine Kalibrierkarte für alle 1D-AXICON Prüfgeräte:
Diese Karte kommt aus dem Hause AXICON sowie die Konformitätserklärung.
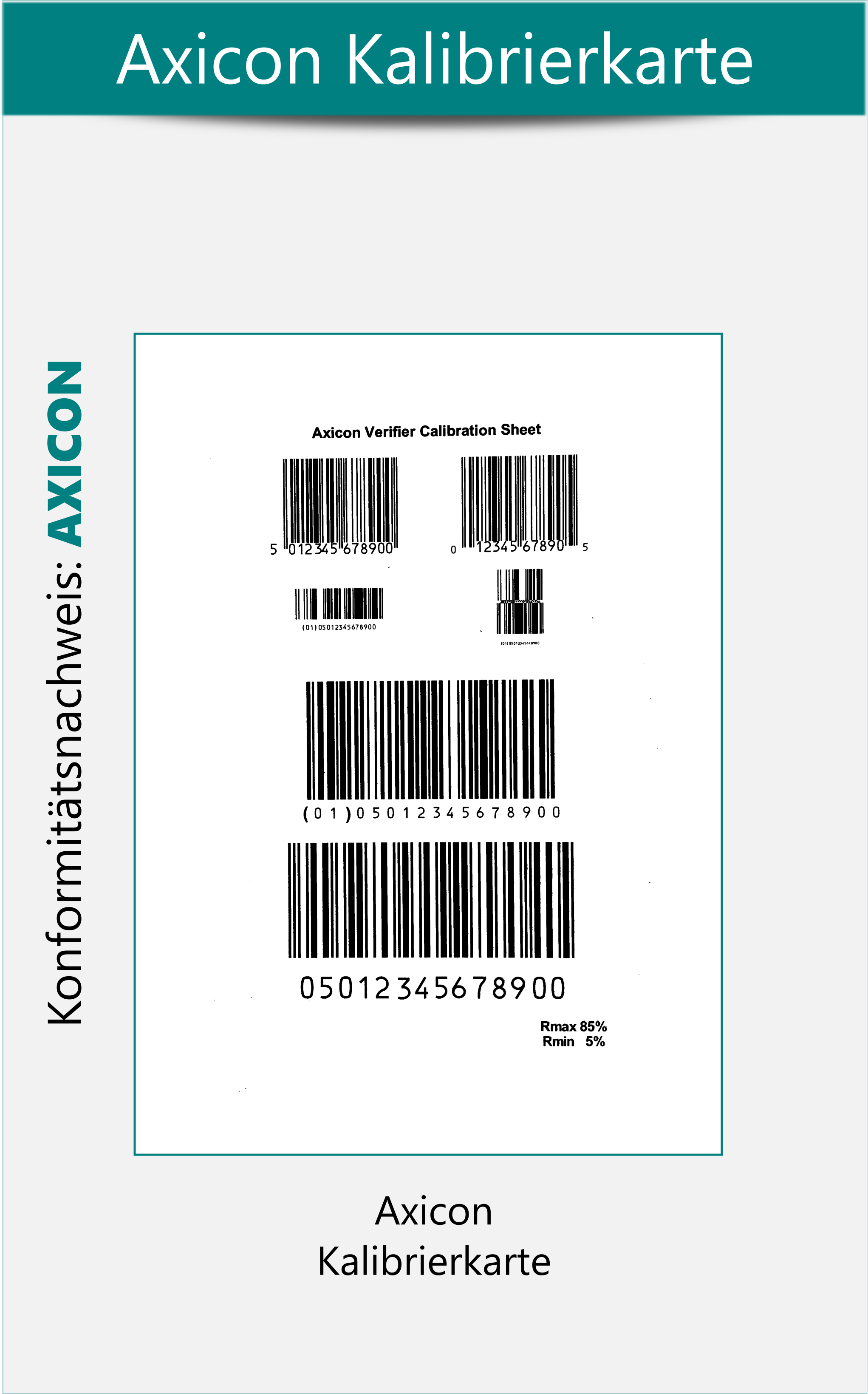
Die Karte ist eine Kalibrierkarte
für das LVS-9585-HD 2D-Prüfgerät.
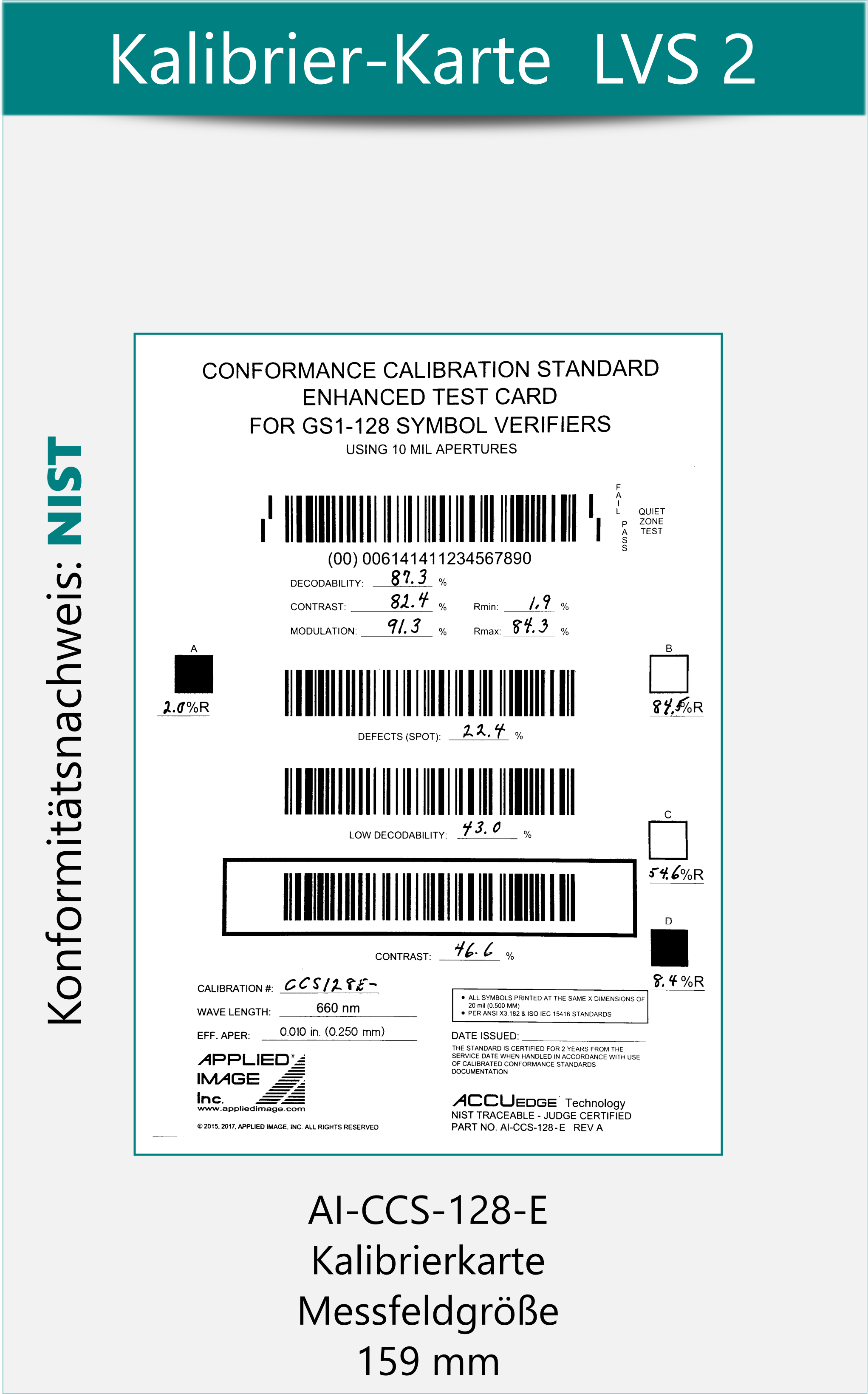
Diese Karte ist eine Kalibrierkarte für OMRON-LVS Prüfgeräte:
LVS 9510
NUR für das 9510 mit der Messfeldgröße 159mm geeignet!
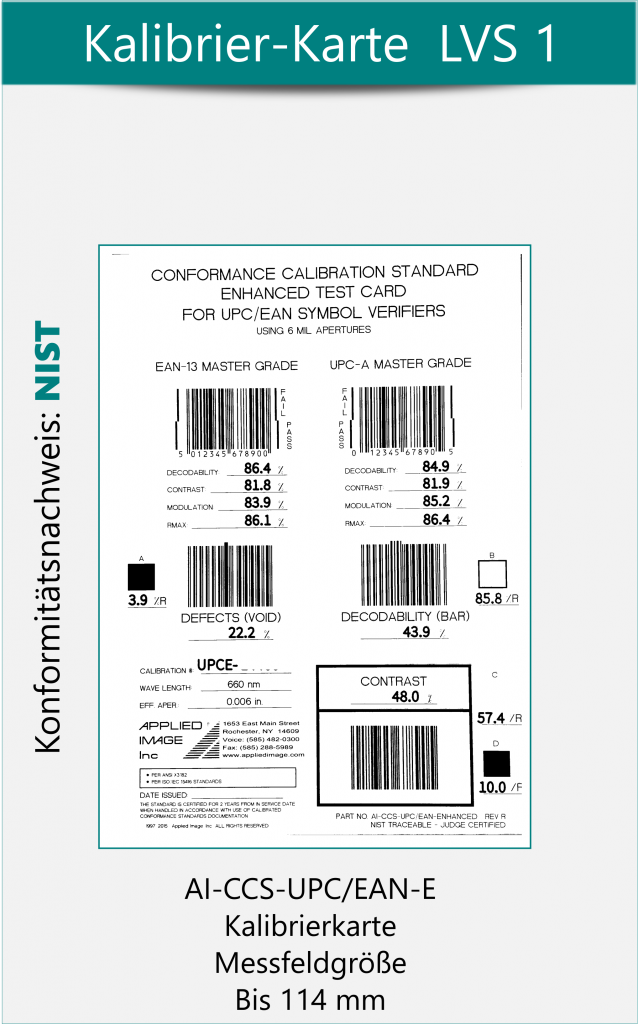
Dee Karte ist eine Kalibrierkarte für OMRON-LVS Prüfgeräte:
LVS 9510, LVS 9570, LVS 9580, LVS 9585
Ausnahme: NICHT für das 9510 mit der Messfeldgröße 159mm geeignet!
[vc_row][vc_column width=“1/4″][vc_single_image image=“418″ img_size=“full“][vc_single_image image=“420″ img_size=“full“][/vc_column][vc_column width=“1/4″][vc_single_image image=“419″ img_size=“full“][vc_single_image image=“421″ img_size=“full“][/vc_column][vc_column width=“2/4″][vc_column_text]
[/vc_column_text][vc_column_text]Für Rückfragen steht Ihnen Herr Wyrwal gerne zur Verfügung:
Telefon: 0521 948577-0
E-Mail: b.wyrwal@wyrwal-ident.de[/vc_column_text][/vc_column][/vc_row]
info@wyrwal-ident.de
Download V4.3.0.3006
(Kaspersky virengeprüft)
Download
Neurungen in dieser Version (PDF)
Download V4.1.0j
Hinweis: Version für ältere Geräte!
(Kaspersky virengeprüft)
1D Codes: alle 1-dimensionalen Standardcodes
2D Codes: Data Matrix, QR Code, Micro QR, Maxicode, Aztec; Postialische Codes: Royal Mail
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
| FOV Messfeldgröße | min-X-Dim |
|---|---|
| 95 mm x 70 mm | 0,200 mm (Blende5) |
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
Mit dem Axicon 15000 er Serie können folgende Codearten geprüft werden.
| 1D- Codes |
2D-Codes |
|
EAN-8
|
DataMatrix
|
|
EAN-13
|
GS1 Data
Matrix |
|
UPC-A
|
Databar
|
|
UPC-E
|
GS1 Databar
|
|
ITF-14
|
QR Code
|
|
GS1-128
|
|
|
Code 39
|
|
|
Code 93
|
|
|
Code 128
|
|
|
Codabar
|
|
|
ITF Codes
|
|
|
MSI Plessey
|
|
| FOV Messfeldgröße | min-X-Dim |
|---|---|
| 60 mm x 45 mm | 0,150 mm (Blende 3) |
Mit dem Axicon 15000 er Serie können folgende Codearten geprüft werden.
| 1D-Codes | 2D-Codes |
|
EAN-8
|
DataMatrix
|
|
EAN-13
|
GS1 Data Matrix
|
|
UPC-A
|
Databar
|
|
UPC-E
|
GS1 Databar
|
|
ITF-14
|
QR Code
|
|
GS1-128
|
|
|
Code 39
|
|
|
Code 93
|
|
|
Code 128
|
|
|
Codabar
|
|
|
ITF Codes
|
|
|
MSI Plessey
|
|
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
| Messbreiten | X-1D |
|---|---|
| 200 mm | 0,25 mm |
Codabar
Code 128
Code 39
Code 93
EAN-13
EAN-8
GS1-128
ITF-14
UPC-A
UPC-E
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
| Messbreiten | min. X-1D |
|---|---|
| 150 mm | 0,157 mm |
Codabar
Code 128
Code 39
Code 93
EAN-13
EAN-8
GS1-128
ITF-14
UPC-A
UPC-E
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
| Messbreiten | min. X-1D |
|---|---|
| 69 mm | 0,094 mm |
Codabar
Code 128
Code 39
Code 93
EAN-13
EAN-8
GS1-128
ITF-14
UPC-A
UPC-E
Weitere Anwendungsstandards entnehmen Sie bitte dem Datenblatt.
info@wyrwal-ident.de
Aztec Code
CC-A
CC-B
CC-C
Codabar
Code 128
Code 39
Code 93
DataBar expanded
DataBar limitied
DataBar stacked
DataBar 14
EAN-13
EAN-8
DataMatrix (ECC200)
GS1-128
Hanxin Code
Interleaved 2 of 5 (ITF)
ITF-14
Japan Post
MaxiCode
Micro QR Code
Micro PDF417
MSI Plessey
PDF417
Pharmacode (Laetus)
QR-Code
UPC-A
UPC-E
USPS Intelligent Mail Barcode
Aztec Code
CC-A
CC-B
CC-C
Codabar
Code 128
Code 39
Code 93
DataBar expanded
DataBar limitied
DataBar stacked
DataBar 14
EAN-13
EAN-8
DataMatrix (ECC200)
GS1-128
Hanxin Code
Interleaved 2 of 5 (ITF)
ITF-14
Japan Post
MaxiCode
Micro QR Code
Micro PDF417
MSI Plessey
PDF417
Pharmacode (Laetus)
QR-Code
UPC-A
UPC-E
USPS Intelligent Mail Barcode
Aztec Code
CC-A
CC-B
CC-C
Codabar
Code 128
Code 39
Code 93
DataBar expanded
DataBar limitied
DataBar stacked
DataBar 14
EAN-13
EAN-8
DataMatrix (ECC200)
GS1-128
Hanxin Code
Interleaved 2 of 5 (ITF)
ITF-14
Japan Post
MaxiCode
Micro QR Code
Micro PDF417
MSI Plessey
PDF417
Pharmacode (Laetus)
QR-Code
UPC-A
UPC-E
USPS Intelligent Mail Barcode
Normaler Messmodus mit 660 nm rotem Licht
| Messbreiten | X-1D | X-2D |
|---|---|---|
| 76 x 57 mm | 0,10 mm | 0,15 mm |
DPM-Messmodus, Beleuchtung DOM WEISS/ROT umlaufend 30 Grad
| Messbreiten | X-1D | X-2D |
|---|---|---|
| 44 x 44 mm | 0,10 mm | 0,15 mm |
| Messbreiten | X-1D | X-2D |
|---|---|---|
| 76 x 57 mm | 0,10 mm | nur 1D Code-Version |
| 76 x 57 mm | 0,10 mm | 0,15 mm |
| Messbreiten | X-1D | X-2D |
|---|---|---|
| 44 x 33 mm | 0,07 mm | 0,11 mm |
| 76 x 61 mm | 0,10 mm | 0,15 mm |
| 102 x 77 mm | 0,15 mm | 0,23 mm |
| 114 x 86 mm | 0,18 mm | 0,25 mm |
| 159 x 119 mm | 0,24 mm | 0,33 mm |
• Alle unterstützten ISO/IEC-Symbologiespezifikationen